
Kazan - gegoten pot. Het onderscheidende kenmerk is een halfronde bodem, die het niet toestaat om het op het midden te installeren zonder een speciaal ondersteunend apparaat - een statief. Als u een bepaalde lijst met hulpmiddelen en materialen heeft, kunt u dit zelf doen.

Rassen en doel
Zelfgemaakte onderzetters voor ketels zijn van verschillende soorten:
- driepotige;
- vierbenige;
- geïmproviseerd.
De poten van de driepotige standaard zijn geïnstalleerd in de vorm van een kegel. Er is een gelijke afstand tussen beide, wat een belangrijke factor is die de mate van stabiliteit van de constructie bepaalt. Een hoepel wordt geïnstalleerd als de bovenkant van de kegel, waarvan de diameter overeenkomt met de buitendiameter van het middelste gedeelte van de ketel.
Deze hoepel vervult de functie van een houder waarin de ketel wordt neergelaten.
Deze methode van retentie is het meest effectief, omdat het vergroten van de massa van de inhoud van de ketel de druk op de binnenkant van de borduurring verhoogt, waardoor de ketel steviger op de standaard staat.



Ter verbetering van de structurele sterkte van de ondersteunende poten worden bevestigd met behulp van extra jumpers die zich onder de houderbeugel bevinden, die voorkomt dat ze zich verspreiden onder de druk van de ketel gevuld met inhoud.
Statieven van dit type zijn ontworpen voor installatie op open vuur. Er wordt een vuur onder gemaakt, waarvan de vlam gelijkmatig de halfronde bodem verwarmt. Om voldoende ruimte onder de ketel te bieden voor het opnemen van houtblokken, moet de hoogte van het statief worden aangepast afhankelijk van de afstand tussen de grond en de bodem van de tank.
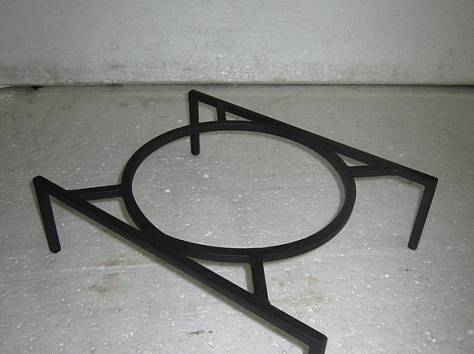
Het ontwerp van de vierpotige standaard is vergelijkbaar met die van een statief. Het enige verschil tussen hen is de aanwezigheid van een kwartsteun. Gezien deze factor wordt de locatie van de steunpoten van deze standaard bepaald door ze op gelijke afstand van elkaar verwijderen.
In de voltooide vorm vormen de onderste punten van de steun, de "zolen", de bovenkanten van een vierkant of rechthoek (afhankelijk van het ontwerp en de hoek waaronder de benen zich ten opzichte van de vasthoudband bevinden).

Zodat de stand met vier poten op de vuurpot kan worden geïnstalleerd, wordt het ontwerp aangevuld door verbindingsbruggen die de onderste punten van de steunpoten verbinden. Jumpers zijn niet alleen een bevestigingselement, maar spelen ook de rol van ski's en zorgen voor een stabiele positie van de standaard op de grill.
Bij het installeren van een ketel op de vuurpot met behulp van een viervoetige steun, is het belangrijk om te zorgen voor de stabiliteit en de hele structuur. De mate van weerstand van de vuurpot ten opzichte van de lading moet overeenkomen met de grootte- en gewichtsparameters van de ketel gevuld met inhoud.
Geïmproviseerde kazanie-standaards gemaakt van geschikte materialen bij de hand. Hun kwaliteit kan zijn: aandrijvingen voor voorraadauto's, tonvormige containers en andere.
Deze materialen worden op een zodanige manier verfijnd en geïnstalleerd dat ze op een ketel kunnen worden gezet, er vuur onder kunnen worden gemaakt en de afstand tussen de grond en de bodem van de tank moet voldoende zijn voor een vuur van de juiste grootte.
Het ontwerp van de standaard van elk type kan het gebruik ervan in een stationaire vorm en in een opvouwbare vorm omvatten.


instrumenten
Het gereedschap dat nodig is voor het maken van een zelfgemaakte standaard voor een ketel, kan bestaan uit een lijst met items, afhankelijk van het type betonontwerp en de materialen waaruit het is gemaakt.
De samenstelling van de toolkit:
- lassen omvormer;
- Bulgaarse;
- een hamer;
- borstel met een metalen pool;
- slijpmondstuk op de molen;
- meettoestellen (meetlint of liniaal);
- andere gerelateerde tools.
De aanwezigheid van een lasmachine is vereist. Aangezien het product onder invloed van hoge temperaturen zal worden gebruikt, zijn de lassen de meest betrouwbare verbinding.






materialen
Om met uw eigen handen te staan, moet u een voldoende hoeveelheid van de volgende materialen voorbereiden:
- fittingen;
- ijzeren staaf (vervangt wapening);
- ronde buis;
- hoepel (indien beschikbaar).
De diameter van de wapening moet minimaal 12 mm zijn. Lagere waarden van deze parameter bieden geen betrouwbaarheid en stabiliteit van de structuur bij vervormingsbelastingen.
De diameter van de wapeningsstaaf mag niet te groot zijn, omdat de toename ervan leidt tot een toename van de massa van het product, wat geen positieve factor is.




Bij afwezigheid van een voldoende hoeveelheid versterking, kan een metalen staaf van ronde, vierkante of zeshoekige doorsnede worden gebruikt. De dimensionale parameters van de geselecteerde staaf moeten aan dezelfde eisen voldoen als het versterkingsmateriaal.
De ronde buissecties worden gebruikt voor het rangschikken van de knooppunten van de afzonderlijke delen van de constructie, hetgeen belangrijk is voor demonteerbare modificaties. De diameter van de buisvormige elementen moet 1-2 mm groter zijn dan de diameter van de wapening of ijzeren staaf. Dit maakt de verbinding mogelijk van de componenten op een messing-en-groef manier.
De holding hoepel wordt geselecteerd rekening houdend met de diameter van het middelste deel van de ketel. Bij afwezigheid van een afgewerkt element, kan het persoonlijk van de wapeningsstaaf worden gemaakt.
De constructie van de constructie is toegestaan, waardoor wisselende hoepels met verschillende diameters kunnen worden gebruikt, waardoor het mogelijk is de standaard in combinatie met ketels van verschillende groottes te gebruiken.

making
Alvorens tot de vervaardiging van een zelfgemaakte standaard voor een ketel over te gaan, is het noodzakelijk om het type ontwerp, het doel en gedetailleerde tekeningen te bepalen.
Het optimale model van de houder van de ketel is er een waarmee u het niet alleen op de grond, maar ook op de grill kunt installeren. Als het de bedoeling is om dit specifieke model te vervaardigen, moeten de tekeningen de afmetingsparameters aangeven die overeenkomen met de kenmerken van de bestaande ketel en barbecue.
Markeer de diameter van de hoofdbeugel. Past op de afstand tussen de extreme steunpunten - de "zolen" van de benen. De waarde van deze afstand wordt berekend rekening houdend met de thermische uitzetting van het metaal en zou het mogelijk moeten maken dat de houder vrij in de vuurpot kan worden geplaatst.


Montage van steunpoten
De poten van de inklapbare standaard zijn gemaakt volgens hetzelfde principe. Eerst wordt een van hen geassembleerd, waarna de andere worden gekopieerd van het monster.
Met behulp van de slijpmachine wordt een deel van de wapening afgezaagd, waarvan de lengte voldoende is om er een steunpoot van te maken. Om de mogelijkheid te bieden om een voet te vouwen om opslagruimte te besparen, De snede wordt in het midden gezaagd.
Een buis met een lengte van ten minste 10 cm is aan de rand van een van de delen van het segment gelast. Het is belangrijk om een dikwandige buis met ronde doorsnede te gebruiken. Een vierkante of rechthoekige doorsnede zorgt niet voor de betrouwbaarheid van de verbinding en draagt bij aan het optreden van speling. De diameter van de buis moet vrij zijn om daarin het resterende deel van het wapeningsgedeelte in te brengen. Door het lassen van het buisvormige element wordt het been inklapbaar en kan het in twee worden gevouwen.
De overige drie benen worden in een vergelijkbaar patroon uitgevoerd.In het productieproces is het belangrijk om te streven naar de nauwkeurigheid van conformiteit met dimensionale parameters, zodat u de geometrische balans van de hele structuur niet kunt verstoren.


Jumpers maken
Om de bevestiging van de steunpoten te verzekeren, is het noodzakelijk om verbindingsschakelaars te maken. Voor de stand met vier poten zijn er twee voldoende.
Ze zijn gemaakt van hetzelfde materiaal als de benen. Dit verlaagt de productiekosten en vereenvoudigt het assemblageproces. De lengte van elke trui moet 5-10 cm langer zijn dan de afstand tussen de onderste steunpunten van de benen. Dit is nodig om de statische structuur op de grill te garanderen.
Om de verbindingen van de benen en de jumpers uit te rusten, worden buisvormige segmenten daaraan gelast, waarvan de parameters identiek zijn aan die welke aan de benen zijn gelast. De hellingshoek van deze segmenten ten opzichte van het verbindingsvlak hangt af van de hoek waaronder de benen zullen staan. De waarde van deze hoek is arbitrair en vereist geen naleving van constructieve standaarden.
Na het verbinden van de twee benen met een steunbrug door middel van buisvormige verbindingen, zou u een cijfer moeten krijgen gelijkend in vorm met een trapezoïde zonder een bovenkant, een vierkant of een rechthoek zonder een bovenkant. Omdat het ontbrekende element het vlak van de holding-hoepel is.
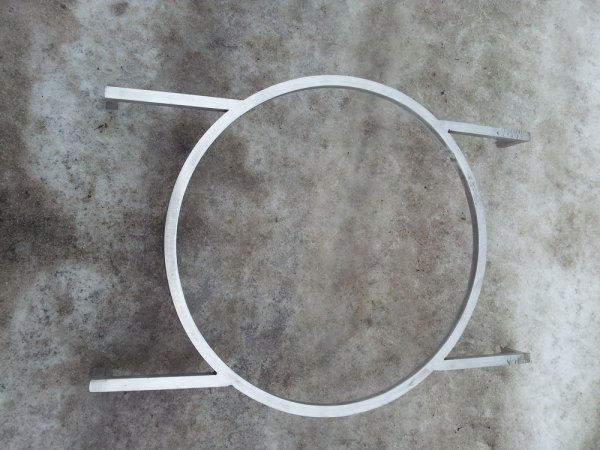

Hoop maken
Als er geen voltooide hoepel is, kunt u deze van wapening maken. Het segment, waarvan de lengte gelijk is aan de lengte van de buitenomtrek van het middelste deel van de ketel, wordt verwarmd tot hoge temperaturen. In verwarmde toestand wordt een staaf van een staaf aangebracht op het buitenoppervlak van het middelste deel van de omgekeerde ketel en buigt deze in overeenstemming met zijn diameter.
Om de hengel vast te houden en te buigen, worden geschikte gereedschappen gebruikt: een smidtang, een buigtang of een gasmoersleutel. Met dit geen behoefte aan hoge precisie. Na productie zal de ring zelf de optimale positie innemen ten opzichte van het ketellichaam. Om het buigproces te vergemakkelijken, kunt u een versterking van kleinere diameter gebruiken.
Om ervoor te zorgen dat de ring kan worden vervangen door een ring met een andere diameter, is het noodzakelijk segmenten van buizen te lassen met een lengte van maximaal 5 cm, waarvan het aantal gelijk is aan het aantal steunpoten, waardoor deze van de hoofdstructuur kan worden losgemaakt. Deze buisvormige delen zijn zodanig aangebracht dat de poten die op de verbindingsbiezen zijn gemonteerd er vrij in kunnen worden gestoken. In dit geval moet de hoepel op deze buizen liggen om hun bovenste gedeelte te overlappen, waardoor de doorgang van de benen erdoorheen wordt voorkomen.


Gebruik een borstel met een metalen paal en schuurmondstukken om de gelaste verbindingen in de juiste staat te verwerken.
In de laatste fase van het ontwerp van een zelfgemaakte standaard voor een ketel, is het noodzakelijk om het te schilderen met verf die bestand is tegen hoge temperaturen. Om deze bewerking uit te voeren, kunt u een blik verf gebruiken, omdat coating door spuiten de optimale laagdikte oplevert. Na het drogen is de standaard klaar voor gebruik.
Zie hoe je met je eigen handen onder de ketel kunt staan, zie hieronder.









